El Error de 5.000 Dólares que Puedes Evitar:
Un jueves por la mañana, recibí una llamada desesperada de una planta industrial en Bogotá. Su sistema contra incendios había fallado durante una inspección crítica. El culpable: una tee mecánica mal especificada que cedió bajo presión. El costo de la reparación de emergencia, la pérdida de producción y el tiempo de inactividad sumaron más de $5,000 dólares.
La ironía es que la pieza correcta habría costado apenas $20 dólares más.
⭐⭐⭐⭐⭐
Como ingeniero mecánico con 15 años especializándome en sistemas de tuberías industriales, he visto este escenario repetirse docenas de veces. La selección incorrecta de una tee mecánica no solo compromete la integridad de tu sistema, sino que puede resultar en fugas catastróficas, pérdidas de producción y riesgos graves de seguridad.
En esta guía definitiva, te revelaré el proceso exacto que uso con mis clientes industriales para seleccionar la tee mecánica perfecta en cada proyecto. Al final de este artículo, tendrás el conocimiento técnico para tomar decisiones informadas que te ahorrarán tiempo, dinero y dolores de cabeza.
Protege tu infraestructura con sistemas certificados y diseñados bajo las normas NFPA, NSR-10 y NTC.
Conoce más sobre nuestras soluciones en 👉 Redes Contra Incendios.
¿Listo para dominar este componente crítico? Empecemos.
Y si quieres adelantarte, puedes ver aquí el catalogo red contra incendio.
¿Qué es una Tee Mecánica y Por Qué Es el Corazón de Tu Sistema?
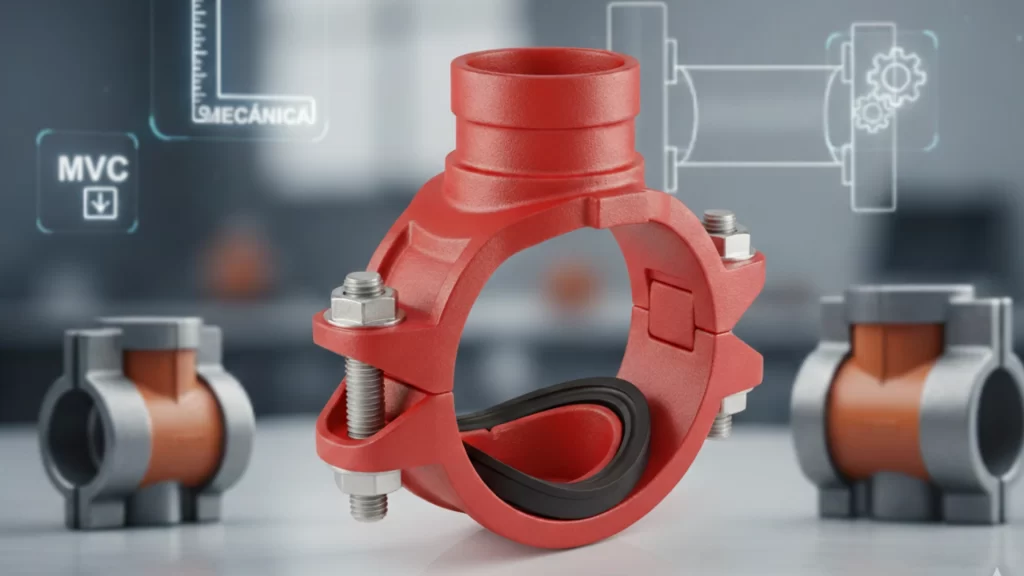
Una tee mecánica es mucho más que una simple conexión en forma de «T». Es el punto neurálgico donde se bifurca el flujo en sistemas de tuberías, distribuyendo fluidos, gases o materiales hacia diferentes ramales con precisión ingenieril.
Anatomía de una Tee Mecánica: Los 4 Componentes Esenciales
- Cuerpo principal: La estructura que soporta las presiones del sistema
- Conexiones de entrada/salida: Diseñadas según el método de unión (ranurado, roscado, soldado)
- Sellos y empaquetaduras: La primera línea de defensa contra fugas
- Refuerzos internos: Elementos que distribuyen las tensiones mecánicas
¿Por Qué No Puedes Usar «Cualquier» Conexión?
A diferencia de las tees fabricadas (soldadas en campo), las tees mecánicas ofrecen:
- ✅ Instalación 75% más rápida – Sin necesidad de soldadura calificada
- ✅ Modificación flexible – Puedes reconfigurar el sistema sin cortes
- ✅ Menor riesgo de fuego – Crítico en ambientes con materiales inflamables
- ✅ Inspección visual simple – Detectas problemas antes de que sean críticos
Aplicaciones Industriales Donde Son Indispensables
- Sistemas contra incendios (NFPA 13)
- Distribución de agua potable
- Líneas de vapor industrial
- Sistemas HVAC comerciales
- Procesamiento químico y petroquímico
- Minería e hidrocarburos
Si aún tienes dudas sobre cuál tee mecánica es la más adecuada para tu instalación, puedes contactar a un especialista técnico y aclararlas antes de continuar con tu proyecto.
Encuentra todos los componentes y accesorios certificados para redes contra incendios: válvulas, tees mecánicas, rociadores y más.
Explora el catálogo completo en 👉 Red Contra Incendios.
Tipos de Tee Mecánica: La Guía Completa de Selección
No todas las tees mecánicas son iguales. La elección del tipo correcto determina el 80% del éxito de tu instalación.
1. Tee Mecánica Ranurada: El Estándar Industrial
¿Cómo funciona? Utiliza ranuras maquinadas en los extremos de la tubería, acopladas con abrazaderas y empaquetaduras elastoméricas.
Ventajas clave:
- Instalación en minutos sin calor
- Permite movimiento térmico (±4% de desalineación angular)
- Ideal para sistemas con vibraciones
- Reducción de 50% en tiempo de instalación vs. soldadura
Aplicaciones ideales:
- Sistemas contra incendios (Victaulic, Anvil, Grinnell)
- Distribución de agua en edificios comerciales
- Plantas de tratamiento
Rango de presión: Hasta 5,000 PSI (dependiendo del fabricante) Diámetros disponibles: 1″ – 48″
💡 Pro Tip: La tee mecánica ranuradas de marca certificada (FM, UL) pueden costar 30% más, pero eliminan problemas de garantía en inspecciones oficiales.
2. Tee Mecánica Roscada: Compacta y Versátil
Características distintivas: Conexiones con hilos NPT (National Pipe Thread) o BSPT (British Standard), perfectas para diámetros pequeños.
Cuándo es tu mejor opción:
- Diámetros ≤ 4 pulgadas
- Sistemas de gas doméstico
- Instrumentación y control
- Instalaciones con espacio limitado
Limitaciones importantes:
- ⚠️ No recomendada para presiones >300 PSI en acero al carbono
- ⚠️ Las vibraciones pueden aflojar las uniones con el tiempo
- ⚠️ Requiere compuesto sellante o cinta teflón apropiada
Materiales comunes de tee mecánica: Hierro maleable negro, acero inoxidable 316, bronce
3. Tee Mecánica Soldable: Máxima Integridad
¿Cuándo es absolutamente necesaria? Cuando el código de tu proyecto exige uniones permanentes o las condiciones son extremas:
- Presiones >1,500 PSI
- Temperaturas >400°C
- Fluidos altamente corrosivos
- Sistemas críticos de seguridad
Tipos de soldadura:
- Socket weld (hasta 2″)
- Butt weld (diámetros grandes)
- Electrofusión (para HDPE)
Requisitos técnicos:
- Soldador certificado ASME Sección IX
- Procedimiento WPS calificado
- Inspección por rayos X o ultrasonido (según código)
Aprende sobre la normatividad y requisitos técnicos que regulan los sistemas contra incendios en Colombia.
Consulta la guía completa en 👉 Sistemas Contra Incendios en Colombia.
Comparativa Rápida: ¿Cuál Tee Mecánica Necesitas?
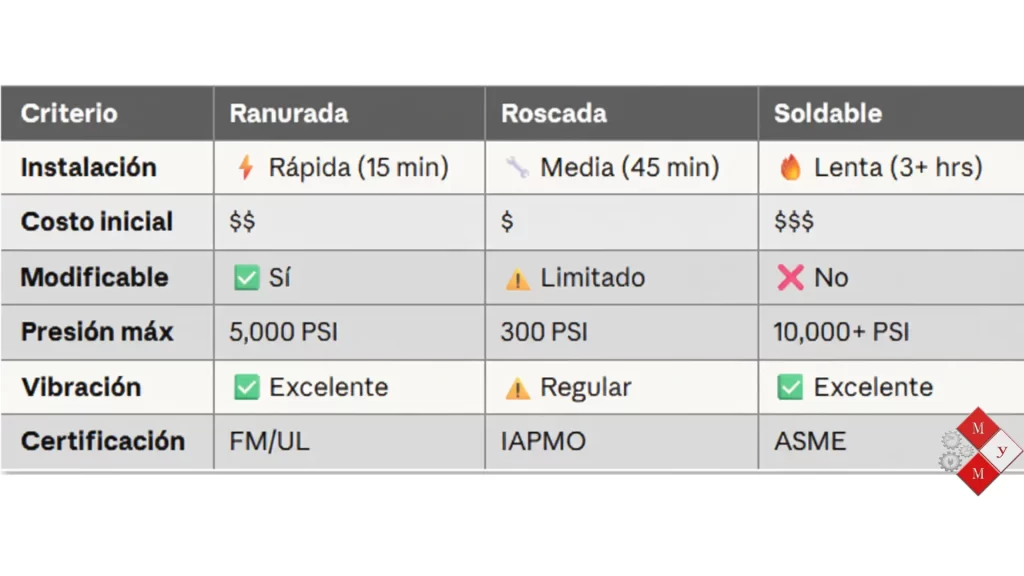
¿No estás seguro cuál Tee Mecánica necesitas?
Los 4 Criterios Técnicos Que Determinan Tu Elección
Aquí es donde separamos las instalaciones profesionales de los desastres costosos.
Criterio #1: Presión de Trabajo y Temperatura
La regla de oro: Tu tee mecánica debe estar clasificada para al menos 150% de la presión de operación normal.
Ejemplo real:
- Presión de operación: 150 PSI
- Picos por golpe de ariete: hasta 200 PSI
- Tee requerida: mínimo 300 PSI de clasificación
Rangos estándar por tipo:
- Ranurada estándar: 300 PSI (Serie 10)
- Ranurada alta presión: 750-2,000 PSI (Serie 100-200)
- Roscada: 150-300 PSI
- Soldable: Según schedule de tubería (hasta 10,000+ PSI)
Temperatura:
- Empaquetaduras EPDM: -30°C a 110°C
- Empaquetaduras silicona: -50°C a 200°C
- Empaquetaduras PTFE: -200°C a 260°C
⚠️ ADVERTENCIA CRÍTICA: Las fluctuaciones térmicas reducen la vida útil. Un sistema que varía 100°C diariamente puede necesitar reemplazo en 3-5 años vs. 20+ años en condiciones estables.
Descubre quiénes somos y por qué somos líderes en soluciones de ingeniería, redes contra incendios e instalaciones hidráulicas.
Visita 👉 Mantenimientos y Montajes de Ingeniería.
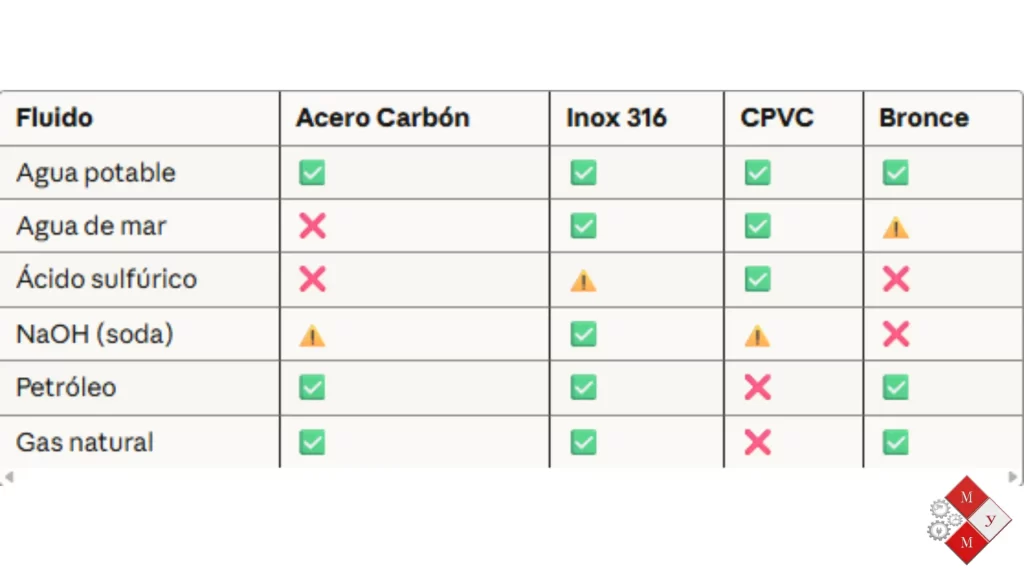
Criterio #2: Material de Construcción – La Ciencia de la Compatibilidad
Elegir el material correcto es como seleccionar el antídoto perfecto para el veneno específico que maneja tu sistema.
Acero al Carbón (A536 Grado 65-45-12)
Ideal para:
- Agua dulce, aire comprimido, vapor
- Sistemas contra incendios estándar
- 60% del mercado industrial
Evitar con:
- Agua de mar (corrosión rápida)
- Químicos ácidos o alcalinos fuertes
- Ambientes altamente corrosivos
Costo relativo: $$ (base) Vida útil esperada: 15-25 años en condiciones normales
Acero Inoxidable (304/316/316L)
Cuándo pagar el premium:
- Industria alimentaria (FDA compliance)
- Procesamiento químico
- Ambientes marinos
- Agua desionizada o ultrapura
Tipo 304 vs 316:
- 304: Resistencia general, 8% níquel
- 316: Mayor resistencia a cloruros, 10% níquel + 2% molibdeno
- 316L: Bajo carbón, mejor soldabilidad
Costo relativo: $$$$ (3-5x acero al carbón) Vida útil: 30-50+ años
Hierro Dúctil Recubierto (Enamel/Epoxy)
Ventajas:
- Excelente resistencia a corrosión externa
- Menor costo que acero inoxidable
- Aprobado para agua potable
Aplicaciones:
- Distribución de agua municipal
- Sistemas enterrados
- Plantas de tratamiento
Costo relativo: $$$ (1.5-2x acero al carbón)
Tabla de Compatibilidad Química Rápida:
Criterio #3: Diámetro y Compatibilidad Dimensional
Sistema de designación: Las tees mecánicas se especifican en formato: A x B x C
Donde:
- A = Diámetro de entrada principal
- B = Diámetro de salida continua
- C = Diámetro de salida lateral (ramal)
Ejemplos:
- 4″ x 4″ x 2″ (reducción en ramal)
- 6″ x 6″ x 6″ (tee recta)
- 8″ x 6″ x 4″ (reducción múltiple)
Normas dimensionales críticas:
- ASTM A536: Hierro dúctil fundido
- ANSI/ASME B16.9: Dimensiones de fittings soldables
- AWWA C606: Estándar para conexiones ranuradas
💡 Truco profesional: Siempre verifica el OD (diámetro exterior) real de tu tubería. Una tubería schedule 40 de 4″ tiene OD de 4.5″, no 4″.
Criterio #4: Certificaciones – Tu Escudo Legal
En proyectos regulados, las certificaciones no son opcionales. Son tu póliza de seguro contra litigios.
Certificaciones esenciales por industria:
Sistemas contra incendios:
- ✅ FM Approved (Factory Mutual)
- ✅ UL Listed (Underwriters Laboratories)
- ✅ LPCB (Reino Unido)
- ✅ VdS (Alemania)
Agua potable:
- ✅ NSF/ANSI 61 (Salud pública)
- ✅ WRAS (Reino Unido)
- ✅ ACS (Francia)
Petróleo y gas:
- ✅ API 6A (Wellhead equipment)
- ✅ NACE MR0175 (Resistencia a sulfuros)
Naval:
- ✅ ABS (American Bureau of Shipping)
- ✅ DNV-GL
Costo de certificación: Una tee Mecánica certificada FM puede costar 25-40% más, pero:
- Elimina rechazos en inspecciones
- Reduce primas de seguro
- Protege contra demandas
Los 7 Errores Fatales (Y Cómo Evitarlos)
Después de 15 años corrigiendo errores ajenos, estos son los más costosos:
❌ Error #1: No Considerar la Expansión Térmica
El problema: Una tubería de acero de 30 metros se expande 10mm por cada 30°C de aumento. Si tu tee mecánica no permite movimiento, algo va a ceder.
La solución:
- Usa tees ranuradas en sistemas con fluctuaciones >20°C
- Instala juntas de expansión cada 50 metros
- Calcula: ΔL = α × L × ΔT
- α = 12×10⁻⁶ /°C (acero)
- L = longitud
- ΔT = cambio de temperatura
❌ Error #2: Ignorar el Golpe de Ariete
El escenario: Una válvula cierra bruscamente. La onda de presión puede duplicar o triplicar la presión nominal en milisegundos.
Cálculo del golpe: ΔP = (ρ × c × Δv) / 144
Donde:
- ρ = densidad del fluido
- c = velocidad del sonido en el fluido
- Δv = cambio de velocidad
La prevención:
- Válvulas de cierre lento
- Amortiguadores de golpe
- Tees clasificadas para 200% de presión nominal
❌ Error #3: Mezclar Fabricantes en Sistemas Ranurados
Por qué es peligroso: Las ranuras de Victaulic, Anvil y Grinnell tienen tolerancias ligeramente diferentes. Mezclarlas puede causar:
- Fugas en empaquetaduras
- Desacople bajo presión
- Anulación de garantías
La regla: Un sistema, un fabricante. Si mezclas, documenta y prueba hidrostáticamente al 150%.
❌ Error #4: Ahorrar en Empaquetaduras
La falsa economía: Una empaquetadura genérica cuesta $1, una certificada $4. La diferencia:
- Resistencia química verificada
- Tolerancias dimensionales precisas
- Trazabilidad y garantía
El costo de una fuga:
- Daño por agua: $500-5,000
- Tiempo de inactividad: $100-1,000/hora
- Reparación de emergencia: hasta $10,000
Decisión obvia: Paga los $3 extra.
❌ Error #5: No Verificar Cargas Externas
Tu tee mecánica no solo resiste presión interna. También maneja:
- Peso de la tubería y fluido
- Vibraciones de bombas
- Esfuerzos sísmicos
- Expansión térmica de equipos conectados
La solución: Análisis de tensiones (stress analysis) para sistemas críticos. Software recomendado:
- CAESAR II (piping stress)
- AutoPIPE
- Calculadoras simplificadas para sistemas pequeños
❌ Error #6: Subestimar los Requisitos de Limpieza
En industrias reguladas:
- Farmacéutica: Ra ≤ 0.8 μm (electropolished)
- Alimentaria: 3-A Sanitary Standards
- Semiconductores: Clase 10 cleanroom
Implicaciones: Una Tee Mecánica estándar con rugosidad >10 μm crean refugios bacterianos. Necesitas:
- Pulido mecánico o electroquímico
- Diseño sin «zonas muertas»
- Certificado de limpieza rastreable
Costo adicional: 2-5x precio estándar
❌ Error #7: Ignorar la Corrosión Galvánica
El desastre silencioso: Conectar acero al carbón con acero inoxidable en presencia de electrolito (agua) crea una batería. El acero al carbón se sacrifica.
Serie galvánica (de anódico a catódico): Magnesio → Zinc → Aluminio → Acero → Cobre → Acero Inox → Titanio
Prevención:
- Usa materiales compatibles
- Aisladores dieléctricos entre metales diferentes
- Protección catódica en sistemas enterrados
📊 Caso de Estudio Real: La Planta de Química:
Cliente: Fabricante de pinturas industriales Problema: Fallas recurrentes en tee mecánica de sistema de solventes
Errores encontrados:
- Tees de acero al carbón con solventes clorados
- Presión de diseño: 200 PSI, operación: 180 PSI (margen del 11%, insuficiente)
- Sin análisis de compatibilidad química
Solución implementada:
- Cambio a acero inoxidable 316L
- Rediseño para 400 PSI
- Empaquetaduras PTFE
- Programa de inspección trimestral
Resultados:
- Cero fallas en 4 años
- Reducción de 95% en tiempo de inactividad
- ROI en 11 meses
💬 ¿Enfrentas problemas similares? Agenta tu inspección por WhatsApp.
Proceso de Instalación: Los 12 Pasos Profesionales
Una tee mecánica premium instalada incorrectamente falla igual que una barata. Sigue este protocolo:
Fase 1: Preparación (Crítica – 40% del éxito)
Paso 1: Inspección visual
- Verifica la integridad del empaque
- Sin golpes, rayones profundos o deformaciones
- Certificados de calidad presentes
Paso 2: Verificación dimensional Usa calibrador:
- Diámetros coinciden ±0.5mm
- Ranuras a profundidad correcta (para ranuradas)
- Roscas sin daños (para roscadas)
Paso 3: Preparación de tuberías
- Corte perpendicular (90° ±0.5°)
- Eliminación de rebabas con escariador
- Limpieza con solvente apropiado
- Secado completo
Paso 4: Lubricación
- Solo en roscas: compuesto certificado
- Nunca en empaquetaduras de tees ranuradas (puede causar deslizamiento)
Fase 2: Montaje
Paso 5: Posicionamiento
- Alineación preliminar con nivel láser
- Distancia entre soportes según tabla ASME B31.1
- Ejemplo: tubería 4″ acero = soporte cada 3 metros
Paso 6: Instalación de empaquetadura (ranuradas)
- Centrada en la ranura
- Sin torceduras ni dobleces
- Labios hacia dentro del sistema
Paso 7: Montaje de abrazaderas Torque crítico (tee mecánica ranurada):
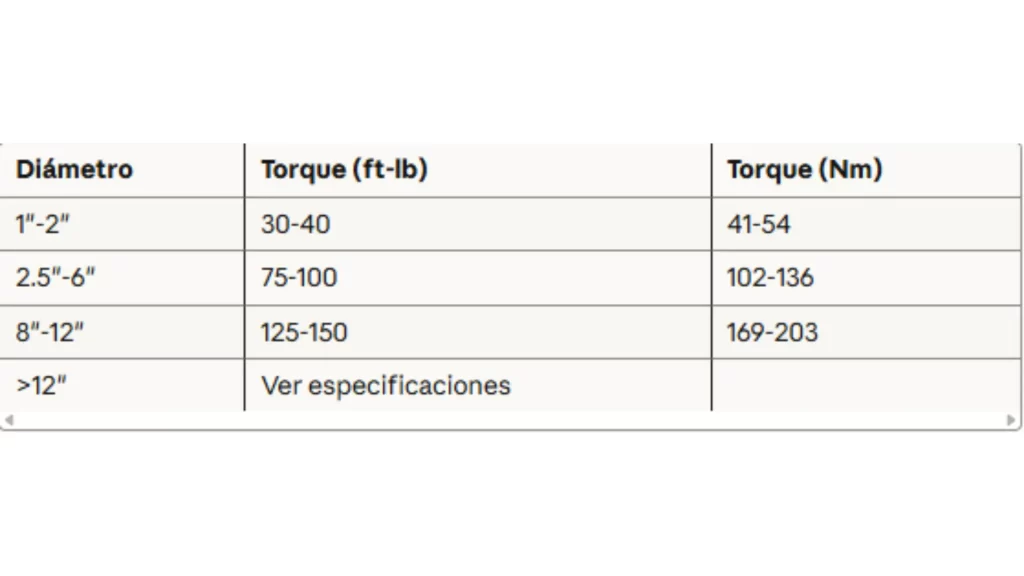
Herramienta: Llave dinamométrica calibrada (certificado vigente)
Secuencia de apriete:
- Mano hasta contacto
- Patrón cruzado al 50% del torque
- Patrón cruzado al 100%
- Verificación final después de 15 minutos
Fase 3: Pruebas y Puesta en Marcha
Paso 8: Prueba hidrostática
- Presión: 150% de presión de diseño
- Duración: mínimo 30 minutos
- Inspección visual continua
Paso 9: Purga de aire
- Abre válvulas de purga en puntos altos
- Espera flujo constante sin burbujas
Paso 10: Prueba de operación
- Incremento gradual hasta presión nominal
- Monitoreo de temperatura (si aplica)
- Verificación de caudal esperado
Paso 11: Inspección post-arranque
- Después de 24 horas de operación
- Re-torque de conexiones si es necesario
- Documentación fotográfica
Paso 12: Etiquetado Coloca etiqueta durable con:
- Fecha de instalación
- Presión/temperatura de diseño
- Próxima inspección
- Número de orden de compra
Herramientas Esenciales (Kit Profesional)
Básico ($150-250):
- Llave dinamométrica 20-200 ft-lb
- Nivel láser de línea cruzada
- Calibrador digital 0-300mm
- Escariador de tubería
- Llaves de gancho ajustables
Avanzado ($600-1,500):
- Ranurador portátil (para tees ranuradas)
- Roscadora eléctrica 1″-4″
- Manómetro digital certificado
- Cámara termográfica (detección de fugas)
Mejores Prácticas de Mantenimiento
Inspección mensual (Visual):
- ✅ Sin fugas visibles
- ✅ Corrosión superficial <5% área
- ✅ Empaquetaduras sin extrusión
- ✅ Abrazaderas apretadas
Inspección trimestral (Detallada):
- ✅ Medición de torque
- ✅ Ultrasonido para fugas incipientes
- ✅ Termografía (puntos calientes indican restricción)
Inspección anual (Completa):
- ✅ Desmontaje e inspección interna (sistemas críticos)
- ✅ Reemplazo de empaquetaduras
- ✅ Medición de espesores (ultrasonido)
- ✅ Prueba hidrostática
Registro de mantenimiento: Documenta en sistema CMMS:
- Fecha y técnico responsable
- Hallazgos y acciones correctivas
- Fotos antes/después
- Próxima intervención programada
¿Cuándo Reemplazar una Tee Mecánica? Las 8 Señales de Alerta
No esperes una falla catastrófica. Estas señales te avisan con tiempo:
🚨 Señal #1: Fugas Visibles (Obvia pero Gradable)
Tipos de fugas:
- Goteo lento: Empaquetadura desgastada (acción en 30 días)
- Chorro fino: Falla de sello (acción inmediata)
- Spray: Falla estructural (parada de emergencia)
Cuantificación: Usa papel absorbente calibrado. >5 ml/hora requiere acción.
🚨 Señal #2: Corrosión Avanzada
Niveles de corrosión:
- Superficial: Óxido <10% área → Limpieza y protección
- Localizada: Picaduras <20% espesor → Monitoreo intensivo
- Generalizada: >30% espesor comprometido → Reemplazo urgente
Medición:
- Gauge de espesores ultrasónico
- Frecuencia: cada 6 meses en ambientes corrosivos
🚨 Señal #3: Deformación Visible
Causas:
- Sobrepresión
- Golpe de ariete repetido
- Instalación de soportes incorrecta
Inspección: Regla recta sobre superficie. Desviación >2mm en 300mm = reemplazo.
🚨 Señal #4: Ruidos Anormales
Diagnóstico acústico:
- Silbido: Restricción de flujo, empaquetadura extruida
- Golpeteo: Cavitación, aire atrapado
- Vibración excesiva: Desbalance, resonancia
Herramienta: Estetoscopio industrial o analizador de vibraciones
🚨 Señal #5: Cambio en Parámetros de Operación
Indicadores:
- Caída de presión >10% en ramal
- Aumento de temperatura localizada
- Reducción de caudal sin causa aparente
Acción: Inspección interna programada
🚨 Señal #6: Edad y Ciclos de Trabajo
Vida útil esperada por material:
- Acero al carbón (ambiente normal): 20-25 años
- Acero al carbón (alta temperatura): 10-15 años
- Acero inoxidable: 30-50 años
- Hierro dúctil recubierto: 25-40 años
Pero… Un sistema con 50,000 ciclos térmicos/año envejece 3x más rápido que uno estable.
🚨 Señal #7: Falla de Certificación
Si una inspección oficial encuentra:
- Certificaciones vencidas o falsificadas
- Modificaciones no autorizadas
- No cumplimiento con código vigente
Acción: Reemplazo inmediato (legal, no técnico)
🚨 Señal #8: Cambio de Servicio
Situaciones que invalidan tu tee actual:
- Aumento de presión de diseño >10%
- Cambio de fluido (nueva compatibilidad química)
- Modificación de código aplicable
- Extensión de rango de temperatura
Ejemplo real: Cliente cambió de agua a solución de glicol al 30%. Las empaquetaduras EPDM se hincharon y fallaron. Requirió cambio a empaquetaduras de nitrilo.
Checklist de Decisión: ¿Reparar o Reemplazar?
Repara si:
- ✅ Solo empaquetadura dañada
- ✅ Corrosión superficial <10%
- ✅ <50% de vida útil consumida
- ✅ Costo de reparación <40% de reemplazo
Reemplaza si:
- ❌ Cuerpo comprometido
- ❌ Deformación estructural
- ❌ >60% de vida útil
- ❌ Tres fallas en último año
- ❌ Cambio de servicio
Programa de Reemplazo Predictivo
Modelo de vida útil: Vida restante (años) = Vida nominal × Factor de servicio × Factor ambiental
Factores típicos:
- Servicio continuo: 1.0
- Ciclado térmico frecuente: 0.6
- Vibración alta: 0.7
- Ambiente marino: 0.8
- Combinación de factores: multiplicativo
Software recomendado:
- DNV LifeSAFE
- ASME FFS-1 (Fitness for Service)
- Calculadoras RBI (Risk-Based Inspection)
🔧 SERVICIO EXCLUSIVO: [Auditoría Predictiva de Tu Sistema – Identifica riesgos antes de fallas]
Además, diseñamos e instalamos sistemas hidráulicos eficientes y seguros, conforme a las normas técnicas colombianas.
Conoce más en 👉 Instalaciones Hidráulicas.